
ブランド紹介
源ベッド
源ベッドの商品一覧 |



増田桐箱店
創業1929年、福岡県古賀市で90年以上にわたり桐箱づくりを続ける増田桐箱店。
人間国宝の作品を納める桐箱からお酒やお菓子のギフト箱まで幅広く手がけています。
伝統的な保存箱としての役割だけでなく木材工芸としての美しさや価値を再提案し、 若い世代へ日本の桐文化の魅力を伝え続けています。
増田桐箱店の商品一覧
米をおいしく保つ 桐の米びつ
調湿・防虫 見せる桐のキャニスター
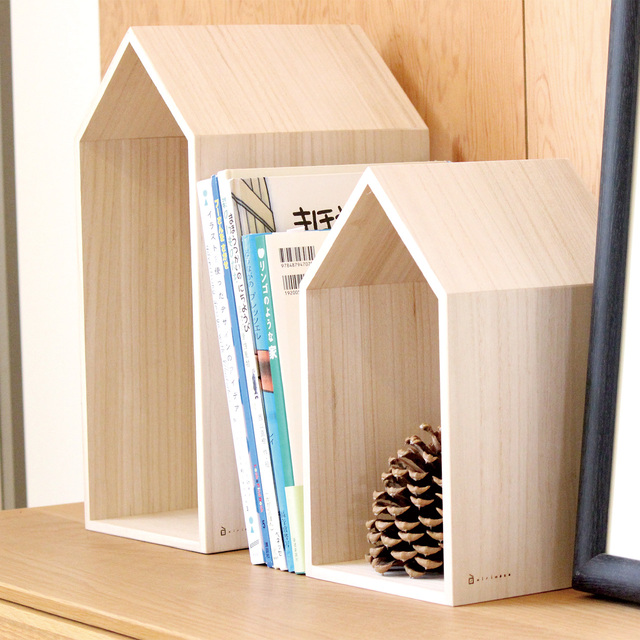
「本の家」桐のブックエンド
桐のA4トレーキャビネット
![]()
![]()
![]()



Reela
愛媛県松山市で60年以上も続く老舗のサンダルメーカーヤマトが手掛けるReela。 素材選びから裁断まですべての工程を自社工場で行っており、 「履物は履きやすく」を原点に、知識と経験を惜しみなく盛り込み一つ一つ丁寧に手作業で生産してします。
Reela取材記
愛媛県に、60年以上にわたってサンダルを作り続けてきた会社があります。
長く紳士サンダルの分野でその名を知られてきたヤマト株式会社は、2017年、室内履きのブランド「Reela(リーラ)」を立ち上げました。
サンダル一筋だった会社が、なぜ室内履きに挑んだのでしょうか。
そこには、靴づくりの技術を惜しみなく注ぎ込んだものづくりへのこだわりと、創業以来受け継がれてきた「履き心地」への思いがありました。
今回は製造の現場を見せていただきながら、Reelaの生みの親である谷尾聡さんに、その背景にある物語を伺いました。
履き心地にこだわる、老舗のサンダルメーカー
ヤマト株式会社は1963年の創業から、瀬戸内海にほど近い愛媛の工場でサンダルづくりを一貫して続けてきました。代表的な商品である紳士サンダルは60年以上売れ続けているロングセラーで、業界内でよく知られた存在です。
「いつも高いメーカーとして、ヤマトは有名。」
谷尾さんは朗らかに笑いながら語ります。
決して安価とは言えないけれど、履き心地にこだわって丁寧に作られるヤマト株式会社のサンダル。その品質への評価を支えてきたのは、創業者である所沢大和会長の理念でした。
「こういうことをしたのは、実はわしが一番最初やみたいなことはやっぱり言われてます」
谷尾さんは会長の言葉を振り返ります。
海外出展と業界全体の縮小
一方で、紳士サンダルから派生する形で、和紙と革を組み合わせたアーティスティックなデザインサンダルを手がけた時期もありました。
「これ和紙なんですよ。和紙に革を貼り合わせて」
独自の手法で日本らしさを表現したサンダルは、ニューヨークやラスベガス、パリなどの海外展示会にも出展され、新聞の一面で取り上げられるなどの評価を得ました。
ただ、その後はアパレル業界全体の元気がなくなり、デザインも安価な海外製品に模倣されやすくなっていきました。
「だから、日本でできることないかなみたいな感じですよね」
そんな「簡単に真似できない、本当に質の良い物」を追い求める想いが、後の「Reela」誕生へのきっかけにもなっています。
会社の規模は時代とともに変化してきました。谷尾さんが入社した当時には70人ほどいたという社員は、その年に50人になり、そこから三年ほどでさらに少なくなったと言います。業界全体の縮小とともに社員数は減少。それでもものづくりへの想いは途絶えることはありませんでした。
「資源の少ない日本で、製造業として持続可能なものづくりをと考えました。」
ものづくりに携わり続けたいという強い想いのもと、谷尾さんたちは新たな柱を模索していくことになります。
Reela誕生のきっかけ
転機は2016年、愛媛県で開催された展示会への出展でした。地元のものづくりを応援する目的で、インテリアライフスタイル展へ共同出展する企業を募っていたところに、ヤマト株式会社も手を挙げました。けれど出展先はインテリアの展示会。
「うちには外用のサンダルしかないよって思って。で、じゃあちょっとスリッパ作ろうかっていう。」
室内履きへの挑戦は、ここから始まりました。価格競争では勝てないと考えた谷尾さんは、思い切った戦略を取ります。
「もう二万円、一万円、六千、七千円ぐらいでちょっとサンプルだけ作って並べてみようって感じで…」
それは、高価格帯での挑戦でした。展示会では30名ほどと名刺交換をし、そのうち20名からは「高い」という反応を受けたと言います。けれど残りの10名は違いました。
「もう本当に、扱いたいとか、いやもう欲しいっていうお声を頂けて。」
その反応を見て、谷尾さんは「これは進める価値がある」と、事業化を決断します。
他にはない、木型を使ったルームシューズ
革の裁断からすべてを自社工場で行い、ひとつひとつ手作業であつらえるReelaのルームシューズ。その最大の特徴は、サンダルづくりで培った「木型を使った型出し」という工程を、室内履きの製造にそのまま持ち込んだことにあります。
通常のスリッパは裁断・縫製で完成しますが、Reelaは靴づくりと同様に木型を使って2日間かけて形を整える工程を挟みます。
もともとヤマト株式会社では、サンダルづくりの中でこの型出し工程を行っていたので、それを特別なことだと捉えていたわけではなかったといいます。
「わざわざ、うちはこんなことやってます!みたいなことは言ってなかったんですよ。」
けれど谷尾さんが海外の工場を視察し、他社の商品と見比べる中で、あらためてその特殊さに気づいたそうです。
「これやってるのうちだけじゃない?じゃあなんでやり始めたんだろう?」
そんなきっかけで、自社の歴史を振り返るようになったといいます。
木型を使うからこそできること。
ヤマト株式会社は60年以上サンダルをつくり続けてきましたが、革製品の産地に位置するわけではありません。創業者がなぜサンダルを手がけ始めたのか、その理由ははっきりとはわかっていないそうですが、産地としての分業の恩恵を受けられない分、一貫生産の体制を整えてきたことが、結果的に型出しという独自の工程を育てる土壌になったのではと谷尾さんは振り返ります。
型出しの工程を入れることで得られるのが、左右の精度です。
「大体は海外だと、右足用を作る人と左足用を作る人が違うんですよ。」
海外の大規模工場では右足用と左足用の作業者が分かれていることが多く、左右でサイズ感が異なる場合があるといいます。型出し工程を経ることで、こうした左右差のない、一貫した履き心地が実現できるのです。
履き心地を優先する姿勢は、デザインの選別にも表れています。社長のもとには他社からデザインの依頼が持ち込まれることもありましたが、履きやすさが担保できない場合は製造を見送ってきたといいます。
「足がすっと入らないものは作らないとか、お断りすることもありましたね。」
ベアフット構造の採用
Reelaはまた、「ベアフット構造」という設計思想を採用しています。これは、かかととつま先をできるだけフラットにすることで、裸足に近い感覚を再現するという考え方です。
「結構履物が人間の体を今ダメにしていってる傾向があるんですよ。」
柔らかさや軽さを追求した履物が増える一方で、浮き指だったり、逆に反り指になってしまったり、それが原因で体の動かし方に影響が出てしまっているのだと言います。
Reelaは、こうした考えをもとに、あえて本来の足の形に近い設計を選んでいます。ただし、それでも完全にフラットにしているわけではありません。
「それだとフラットすぎるんで。今はちょっとだけクッションを入れてます。」
かかと部分には上下にクッションを挟む工夫が加えられています。これは現在の社長からの提案によるものだそうです。
「かかとぐらいは上下にクッション挟んだらええんちゃう?みたいな感じでアドバイスいただいて。」
そうして、心地よさとベアフットの感覚を両立させる現在の形にたどり着きました。
想いが現場を動かすきかっけに
もっとも、ここまでの形に至る道のりは平坦ではなかったようです。立ち上げ当初、最も苦労したのは製造側だったと谷尾さんは振り返ります。
「品質が安定しない。最初はそこが課題でした。」
革でこの形を実現するための製法は、普通の靴屋さんはやらない方法だと谷尾さんはおっしゃいます。それゆえに、現場から「やめておこう」という声が出たこともあったといいます。
「僕が作った作ったとは、言えないですよね。作ってはないですから。」
谷尾さんは現場への敬意をそう口にします。
素材へのこだわり
Reelaでは可能な限り日本製の材料を使うことを心がけています。
「なるべくなら全部日本で作られた材料を使いたいっていうのはありますけどね。」
使用する革は主に姫路産で、これまでのサンダル製造で培ってきた仕入れルートから、その時々で最適な素材を選んでいるといいます。一方で、ソールなど一部の材料は海外製のものを使うこともあります。
取材中には、新たな試みも見せていただきました。
「イタリア製のビブラムソールなんですけどね。これをReelaに貼ったらベアフットのままもうちょっと強くなるかなと思って。」
ビブラムソールとは、イタリアのアウトソールブランドが手がけるソールのこと。登山靴などに使われる、軽くて履き心地の良い丈夫なソールです。
ルームシューズ製造の常識を破る、製造工程
〜 革の裁断 〜
まずは、革の裁断作業を見せていただくことができました。大きな一枚革から、パーツごとに型を切り出していく作業です。
国産の天然皮革は、一枚一枚に不揃いな部分や小さな傷があり、美しい部分だけを見極めて切り出すには、職人の目と経験が欠かせません。それでも国産の本革にこだわり続けるのは、その風合いや色味、そして手に触れたときの温かみこそが、Reelaという商品そのものを形づくっているからだといいます。
また、革には右用・左用の違いがあり、切り出す際の向きにも注意が必要だといいます。作業を担う職人さんは、革のシワが気になる箇所があるといい、切り出す位置を何度も丁寧に確認するなど、仕上がりへの配慮を欠かさない様子も見られました。
〜 型出し 〜
次は、型出しの工程です。革は、木型にかぶせる前に、まず水蒸気で蒸されます。蒸すことで革を柔らかくし、そこに木型を入れて形を作っていくのです。
「ちょっと湿気が残るんで、ここでちょっと熱を加えて乾かして、そのあと冷やすことで形が固定されます。」
この工程には、季節による違いもあるといいます。
「冬場はいいんですよ。ドライヤーで温めたあとに冷たい風を当てると髪型が決まるのと同じ原理で、革も温めてから冷やすことで形が整いやすくなります。でも、夏場は本当に熱が冷めないんです。」
そんな冷えにくい夏の季節には、型崩れを防ぐために冷蔵庫を使って冷やすこともあるそうです。ルームシューズ作りに、冷蔵庫が活躍するとは驚きです。
さらに型出しに使う木型の数も相当なものです。
「30足作ろうと思って2日寝かせようと思ったら60個いるんですよ、木型が。」
谷尾さんの言葉通り、工場内ではたくさんの木型が見られました。右足用・左足用、さらにデザインごとに異なる木型が必要で、サイズ展開を考えるとさらに数が増えます。Reelaの製造における、設備投資の大きさがうかがえます。
仕上げ
型出しを終えた革は、その後も丁寧な仕上げが加えられます。
「型出しが終わったので、上からクリア塗装をふわっと吹き付けて、色合いに奥行きが出るようなことをしています。」
この、色合いに変化を持たせる仕上げも、同社の特徴のひとつだそうです。
「こういう色合いが変わってるのもうちの特徴なんですよ。アイシャドウみたいに、ふわっとお化粧が入ってるような。」
もちろんここで紹介できていない工程も沢山あって、一足のルームシューズが完成するまでに、通常のルームシューズでは考えられない工程と手間がかかっています。
木型の工程だけでも相当なのに、素材が革なので苦労も沢山あります。でもだからこそ、それが選ばれる理由になるのだと思います。
真似されない理由
Reelaのデザインは、あえてシンプルに留められています。これは装飾性を競うのではなく、基本的な形状の精度で差別化を図るという考えに基づいています。
「いろんな製品が真似されていくのを目の当たりにしたので、真似されないものを作ろうと思って、限りなくこうシンプルなスタイルにしたんですよね。」
シンプルな形だからこそ、わずかな歪みやごまかしが利きにくく大量生産には向かない。そのため、デザインを模倣して機械で大量生産を行い、安く流通させるといった模倣が行えないのです。
「新たな設備と新たな工程っていうものを取り入れないとできないので、それをやってまで真似するメーカーはないだろうと思って。」
実際、似たような商品が出てくることはあるそうですが、価格を下げて模倣しようとする動きはあっても、品質を保ったままそれらを継続するのは難しいというのが、谷尾さんの見立てです。
ブランドの役割と今後
Reelaは、単体での収益だけを目的としたブランドではないと谷尾さんは言います。
「そもそもブランドを売りたい!じゃないんですよね、ベースが。ここの工場を円滑に回したい、というのが主なので。」
谷尾さんが大切にしているのは、関わる人たちとの関係です。仕入れ先についても無理に値切ることはせず、これまでの取引関係を大切にしながら商品づくりを続けているといいます。
「うちの商品をご主人のお誕生日に贈った。そうしたら、翌月の自分の誕生日にご主人からもらったみたいな。とても嬉しかったですっていうメッセージが届いたこともあって。」
そうした声に触れるたび、谷尾さんは商品が「誰かと誰かをつなぐ瞬間」を実感しているようでした。
ブランドが目指す姿について尋ねると、谷尾さんは明確な言葉で言い切ることをしませんでした。
「履き物としてというよりかは、これを通して、まあ余白を楽しんでもらうというか」
手に取った人それぞれが、それぞれの形でReelaと向き合ってくれればいい――そう語る谷尾さんの言葉には、ものづくりを通じて何かを伝えようとするよりも、使う人それぞれの暮らしに寄り添いたいという姿勢がにじんでいました。
60年を超えるサンダルづくりの技術と、創業以来受け継がれてきた「履き心地を裏切らない」という理念。その両方が、一足一足のルームシューズに込められています。木型を使った型出し、ベアフット構造、日本製にこだわる素材選び――どれも、声高に語られることの少ない、地道な技術の積み重ねです。
Reelaの商品一覧
本革のルームシューズ / スリッパ
![]()
![]()
![]()


「男性は気に入ったものしか履かないから、絶対に裏切ってはいけない」という言葉のもと、丈夫さと履き心地を最優先にしたものづくりが続けられてきました。インソールやアッパー部分にクッションを入れる手法も、同社が業界でいち早く取り入れたといいます。

常用のサンダルからファッション性のあるサンダルへと垣根を越えたことで、逆輸入の形でアパレル業界からの依頼も増えていったといいます。以降は、数多くの有名アパレルブランドの紳士サンダルも手がけてきたそうです。




もちろん、履いた時の感触にも違いが出ます。型出しをすることでサンダルへの足の触れ方が「面で当たる」ようになり、これが履き心地の良さにつながるのだそうです。
谷尾さんは、整骨院向けに製造している器具用サンダルの知見も踏まえながら、現代の履物が人の足の使い方に与える影響について語ってくれました。
足の指にはセンサーのような機能があり、それがうまく働けば体が自然と使うべき筋肉を選んでくれるのだそう。一方で、そのセンサーが上手に機能していないと、体に歪みが生じ、腰や膝の痛みにつながることがあるといいます。



ただ、このソールを使うだけで一足あたり数千円ほどコストが上がるといい、価格への影響をどう理解してもらうかが今後の課題だと谷尾さんは考えています。良い素材を選び、手間をかけて製造すれば、その分どうしても価格にも反映されてしまいます。
それでも谷尾さんは、安易に妥協して材料やコストを削るよりも、納得してもらえる理由のある一足をつくり続けることを選んでいるようでした。



蒸した状態のまま木型を入れたあと、今度は乾燥の工程に移ります。





もちろん、木型を使った型出し工程そのものも、模倣に対する一つの防壁になっています。他のスリッパメーカーがこの工程を導入するには、新たな設備投資と工程の追加が必要になります。

その先で谷尾さんが思い描くのは、「上流から下流まで上手く回ることによって、みんなが笑顔になればいい」という光景です。仕入れ先から職人、お店、商品を買う人、贈られる人、履く人まで、一つの商品を介して関わるすべての人が笑顔になってほしい。そんな思いを、谷尾さんは静かに語ってくれました。



それでも谷尾さんが大切にしているのは、その技術を押しつけるのではなく、手に取った人がそれぞれの形で楽しんでくれることだといいます。想いと技術、その両方を込めた一足を、谷尾さんたちは今日も工場で作り続けています。

松山陶工場
三重県伊賀市で110年以上続く老舗の窯元、松山陶工場。
変化を厭わない自由さが育てた、他にはないスタイル
三重県伊賀市は、古くから「伊賀焼」の産地として知られています。
今回はそんな伊賀の地で、100年以上も続く老舗の窯元である「松山陶工場」にお邪魔しました。
伊賀焼を育んだ、古琵琶湖の恵み
松山陶工場を代表する「土鍋」
およそ400万年前には、琵琶湖の湖の底に位置していたと言われる伊賀。
その頃の「古琵琶湖層」と呼ばれる地層から産出される陶土には、今も生物や植物の化石が無数に含まれているそうです。
「多孔質」というのは、その名の通り肉眼では見えないような細かな穴が無数に空いている状態のこと。
ゆっくり熱を伝え、一度温まると冷めにくい。
「窯元の息子」ではなかった五代目
松山さんと奥様
現在、松山陶工場を営む松山安利さんは、生まれながらの陶工ではありません。
「普通のサラリーマンで、鉄削ったりとか、自動車部品とかやってたんです。」
窯業とはまったく縁のない世界から、この道へ入られたのは今から三十年以上前のことです。
「今でも、あんまりうまいことできひんなと思いながらやってます。」
そう笑っておっしゃる姿に、いわゆる「頑固職人」のような空気はありません。
伊賀焼は、長い歴史を持つ産地です。かつてはこの場所にも登り窯があり、多くの職人が土を練り、焼き物を重ねていたといいます。工場の敷地がなだらかな坂になっているのは、その名残です。
「昔は土を山から掘ってきて、ここで選別したりしてたんです」
昔の釜
ただ、今はそのやり方を続けるには人手が足りません。
下請け時代が育てた技術
松山陶工場は、長い間、大手窯元の下請けとして製造を担っていました。仕事の大半がそこからの受注で、毎日同じ製品を大量に作り続ける日々だったといいます。
「ほとんど九割ぐらいそこの仕事やってて、っていう感じでしたね。」
その量がまた、想像を超えています。
「2〜3ヶ月ぐらいで、1万個とかやってたな。」
しかもそれを、ほぼ二人でこなされていたと言うのです。奥様がさらりとおっしゃいます。
「休みなく作ってましたね。」
その言葉の響きとは裏腹に、想像するだけでも相当な仕事量です。松山さんは笑いながら続けてくださいました。
「その時はほんまに腕上がってるよな」
大量に安定して作る技術、限られた人数で工程を回す力、型を使いながら手を加えて仕上げるリズム。
作業中の松山さん
休みなく手を動かし続けた日々の中で培われたものは、今の松山陶工場の陶器づくりにも活きているのですね。
取引先の会社が大きくなり、代が変わるにつれて、製品にはより均一さや安定性が求められるようになっていきました。
「わずかな違いでも、はっきり区別されるようにもなって… 」
釉薬のわずかな揺らぎや、手仕事ならではの個体差。かつては"味"として受け止められていたものも、次第に細かく管理されるようになっていきました。
仕事の9割を失って、それでも続けた陶器づくり
独立後は、決して順調ではありませんでした。仕事の大半を失い、しばらくの間はお二人でアルバイトに出られることもあったといいます。
「九割の仕事がなくなったので、しばらくは夫婦でアルバイトに出ていました」
「これでは生活できひんと思って。とりあえずは私からっていう感じで、ちょっと働きに行って」
それでも工場をやめなかったのは、やはり作ることに対する想いがあったからではないでしょうか。松山さんはこう話してくださいました。
「昼過ぎに帰ってきても何もすることがないのはもったいないと思って。なんか作ろうかとか、なんか片付けようかとかから始まって。」
少しずつ片付けをして、少しずつ注文を受けて、少しずつまた焼き始める。そんな積み重ねの中で、意外な声が届くようになります。
「やめたって言ったら、それやったら注文出すわみたいな。ほんまは相談したかったんですね、もともと。」
長く続けてきた仕事を手放す決断は、決して簡単なものではなかったはずです。けれどその変化をきっかけに、今度は"松山陶工場として作ってほしい"という声が、少しずつ集まり始めていました。
伊賀の土だからできる土鍋
伊賀焼の土には大きな特徴があります。古琵琶湖層と呼ばれる地層から採れる土は、多孔質で空気を含みやすく、耐火性に優れています。だから伊賀焼は、古くから土鍋づくりに向いていると言われてきました。松山陶工場の土鍋も、その土の力に支えられています。
天日干し中の土鍋
けれど今、この産地のものづくりをめぐって、ある変化が起きています。
そんな中、松山陶工場では少し異なるものづくりを続けています。
「ペタライト使ってへんのって、大量に作ってるとこではほとんどないと思います。」
さらに、ペタライトを使わないことは、器の表情にも違いを生みます。
あたため鍋
「ペタライトではこういう白やグリーンの色が出ません。どちらかというと赤みがかった色しか出ないので」
あのやわらかな白や深みのある緑は、伊賀の土を活かし、ペタライトに頼らないからこそ生まれる色なのですね。
もちろん、その選択には特徴もあります。
日々が味わい深い土鍋
見た瞬間は少し驚きますが、不思議と悪い印象は受けません。むしろ、日常使いする道具らしい落ち着きがありました。
「ヒビはどうしても嫌われがちです。でも使う分にはそれほど問題ありません。見た目がバシッと入ってしまうので不安になられるのは分かりますが、機能的には影響ありませんよ。」
均一で変化しない器ではなく、使いながら少しずつ表情が変わっていく器。松山陶工場の土鍋には、そんな"育っていく道具"としての魅力がありました。
「育てる土鍋、みたいな感じで楽しんでもらえたら。」
奥様がそう言葉を添えてくださいました。
型を使いながらも、ほとんど手仕事で生みだす
松山陶工場の製品は、型を使って成形されます。一見「量産品」のように聞こえるかもしれません。しかし実際の工程を見ると、その印象は大きく変わります。
「段差つけたり、そんなんもほぼ手で削って」
看板商品のひとつである雪平鍋はさらに独特です。型から取り出した段階では口元が真っ直ぐな筒状で、それを手でキュッと内側に曲げてあの特徴的なフォルムにします。
「型から出てきた段階では真っ直ぐなので、それを手でキュッとこう曲げて形を作ります。多分うちぐらいしかやっていない技法だと思います。」
誰かに習ったわけでもなく、試行錯誤の末に自分たちで編み出した技法です。
ご夫婦での作業
そして成形が終わった器は天日干しで乾燥させます。夏の晴れた日なら、朝八時に出した温め鍋が昼過ぎにはもう乾いているのだそう。
さらに、ここでは釉薬をかけるのも手作業です。それゆえ、器を釉薬に浸ける際の角度は毎回わずかに異なります。そしてそれが、手仕事ならではのゆらぎとして器に残るのです。
手作業ならではの味わい
「まあ手作り感が……綺麗すぎへんっていうか」
奥様が苦笑しながらおっしゃいます。けれどその「綺麗すぎない」ところが、松山陶工場の器の個性になっています。
見向きされなかった展示会から、大手セレクトショップとの25年
松山陶工場を代表する商品のひとつに「温め鍋」があります。一人用のスープや煮物にちょうどいい小さな鍋で、今では根強い人気を誇ります。
温め鍋
しかしそれも、最初から評価されていたわけではありません。約二十五年ほど前、温め鍋を開発して初めて大きな展示会に出品したときは、あまり声がかからなかったのだそう。
「全く人気がなかった。何十点ってそういう商品があった中でも、最下位ぐらいで。」
けれどその翌年、青山のギャラリーから声がかかり参加した結果、オーナーが強く気に入ってくださり、そこから評判が広がっていきました。
「そこのオーナーの人がすごい気に入ってくれて、あ、これはいいわって言って。日経新聞にちょっとこれ出させてもらっていい?って。そっからすごいバーッと」
その評判がきっかけで、日本の工芸品を広く扱う大手セレクトショップとの取引が始まりました。最初は子ども向けのイベントの企画商品として扱われる予定でしたが、予想以上の反響を呼び、それから二十五年以上にわたって取引が続いています。
「初めはちょうどなんか子供向けのイベントをやるんで、その時にこの温め鍋も一緒に出そうかなって、その時の企画商品で終わるはずだったんですけども、結構すごい人気が出て。」
奥様が笑いながら続けます。
松山さんは積極的に売り込むタイプではないとおっしゃいます。展示会でも、どちらかといえば寡黙なほうだとか。
「喋るのがもうあれなんで。よう喋らんし」
そう苦笑される姿がかえって潔く感じられます。派手に宣伝しなくても、誠実にものを作り続けるその姿勢が、人から人へと伝わってきたのかもしれません。
外から来たからこそ、固執しない
松山さんとお話ししていて印象的なのは、そのフラットさです。110年以上続く窯元の五代目でありながら、肩に力が入っていない。
歴史ある松山陶工場
しかし松山さんは、そうした空気にあまり縛られていない印象です。それは、外の世界を知っているからこそできることではないでしょうか。
たとえば、雪平鍋の口元を手で一本一本曲げるやり方。効率的とは言えないかもしれませんが、ためらいなく続けています。
「これが正解かどうかわかんないけど、まあこれでやってたんで」
そしてこうした「かたくな」ではない姿勢が、中長期的には他との差別化につながっています。
価格についても同様です。ペタライト高騰の影響を受けにくい製法、天日干しによる乾燥、ご夫婦二人での運営——それぞれが積み重なって、手の届く価格が実現しています。
手作業での天日干し
「二人でやってるっていうことが大きいです。乾燥も天日干しでやっているなど、なるべくお金をかけない方向ではやっています」
「安くていい土鍋があるの?」と思っていた方が、実際に手にして驚かれる。その積み重ねが、松山陶工場の評判を少しずつ広げてきました。
三人体制となる、松山陶工場
この春、松山陶工場には大きな変化がありました。二十五歳の息子さんが、勤めていた会社を辞め、工場に戻ってこられることになったのです。週末だけ手伝いながら型押しの基本を覚え、いよいよ本格的に加わります。
伝統工芸の世界では、後継者問題は深刻な課題です。どれだけ優れた技術と歴史を持つ窯元でも、継ぐ人がいなければ途絶えてしまいます。伊賀焼の産地でも、廃業する窯元は少なくないと聞きます。
「帰ってきてくれると楽になりますし、待ってくれているお客様もたくさんいるので、頑張って出来るかなと。」
長い間、ご夫妻二人で工場を守ってきたからこそ、息子さんが戻ってきてくれることは心強いに違いありません。一方で、その道のりが決して平坦ではなかったことも、お二人が誰より知っています。
三人体制になれば、今まで手が回らなかったことも少しずつできるようになります。納期に余裕が生まれ、新しい商品開発にも挑戦できるかもしれません。
松山陶工場の商品一覧
[商品名]
![]()
![]()
伊賀の土が持つ特徴を活かし、土鍋や温め鍋をはじめとする耐熱陶器を製造しています。
窯業の常識や伝統といった固定観念にとらわれず、伊賀の耐熱土と手仕事を活かした使い勝手の良い器づくりが特徴。
使うほどに表情を変え、暮らしに馴染んでいく器は、まさに「育てる器」です。
毎日の食卓に自然と溶けこむような、長く愛着を持って使い続けられるものづくりを続けています。
![]()

それらが焼成される際に燃え尽きることで、多孔質な焼き物が仕上がるのだそうです。
その小さな穴の空気層が断熱材のような役割を果たすことで、伊賀焼は高い蓄熱性や耐熱性を持つ焼き物になるのだそうです。
そんな伊賀の土ならではの性質は、古くから土鍋づくりにも活かされてきました。

窯元の家系を継いできたのは奥様側で、松山さん自身はもともと自動車部品をつくる仕事をされていました。
窯業の世界は通常、師匠から弟子へと技が受け継がれるもの。外部から飛び込んできた松山さんには、体系的に学べる環境があったわけではなく、見よう見まねで手を動かし続けることから始まったといいます。
普通のサラリーマンが窯元を継ぐことは、この業界では非常にまれなことなのです。
外からこの世界へ飛び込んだからこその、飾らないおおらかさが伝わってきます。
そしてこの「外から来た」という事実こそが、松山陶工場のものづくりの根っこにあるように感じました。
窯業の常識を内側から叩き込まれていないからこそ、「こうでなければならない」という縛りが少ない。それが、他にはない器の個性につながっているのです。

必要なところは変える。土は購入し、型と機械も使う。それでも土鍋としての本質は手放さない。その感覚が、松山陶工場のものづくりの姿勢として一貫しています。

苦しい時代だったかもしれませんが、その経験なくして今はない、とも感じられました。
もちろん、それは決して間違ったことではありません。ただ、松山さんたちが大切にしたいものづくりとの間に、少しずつ距離が生まれていったのです。
そしてついに、松山さんたちはその道を離れる決断をします。
下請け時代には声をかけにくかったとおっしゃる問屋さんが、「やめたなら頼みたい」と相談してくださるようになったのです。
その後、知人のいた四日市の問屋さんを足がかりに、少しずつ販路を広げていかれました。苦渋の決断が、新しいものづくりの始まりとなったのです。

多くの耐熱陶器で原料として使われている「ペタライト」という鉱物の価格が急騰しているのです。
ペタライトは、急激な温度変化による割れやヒビを防ぎやすくする素材で、現在の耐熱陶器では広く使われています。扱いやすく、安定した品質を保ちやすいことから、多くの窯元にとって欠かせない原料でもあります。
ところが近年、リチウム成分を含むペタライトは、電池材料として世界的に需要が高まり、国単位で買い付けられるようになりました。その影響で、原料価格も大きく上昇しているのだそうです。
当然、原料価格の高騰は製品価格にも影響します。
看板商品の土鍋や温め鍋には、ペタライトを使わず、耐熱性に優れた伊賀の土そのものを活かしているのです。

ペタライトを使った耐熱陶器に比べると、松山陶工場の土鍋は使い続ける中で釉薬表面に細かなヒビが入りやすくなります。土と釉薬の収縮率の違いによって生まれる、いわゆる「貫入」と呼ばれるものです。
実際に見せていただいた土鍋にも、細かな線が無数に入っていました。
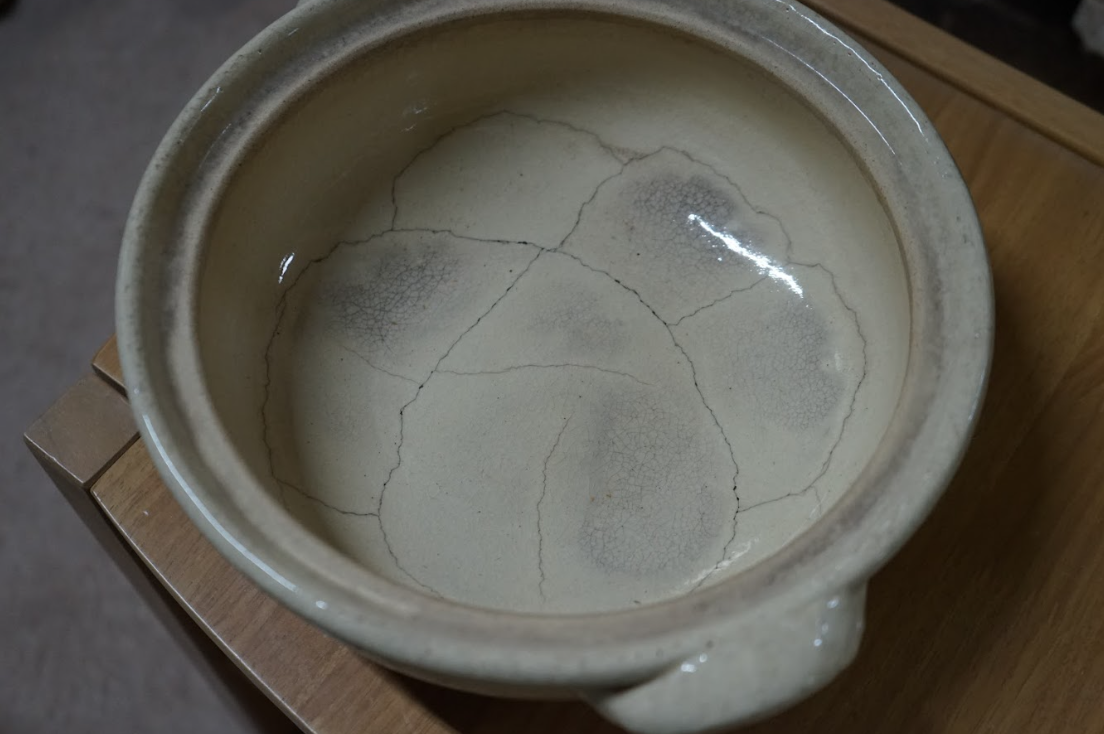
奥様が自宅で実際に使っている土鍋は、週に四、五回使いながら二年間、ヒビが入っていても漏れたりすることはないといいます。
完成した瞬間が一番美しい道具ではなく、使いながら変化を楽しんでいく道具。松山陶工場の土鍋には、そんな魅力があります。
土鍋の蓋は、型から出た段階ではただの丸い板です。それを手でひとつひとつ削り、段差をつけて蓋らしい形に仕上げていきます。
温め鍋も同様で、型から出た後にろくろに乗せ、手で押しながらあのやわらかく丸いフォルムを作っていきます。最終的な形は、手のさじ加減で決まります。

梅雨の時期は置く場所がなくなるほど大変ですが、乾燥機を使わないのはコストを抑えるためでもあります。その後、素焼き、釉薬がけ、本焼きと工程を重ねていきます。


歴史ある産地というのは、もちろん誇りになる面もある一方、時に重圧にもなりやすいものです。同業者との関係、組合のしきたり、産地内での立ち位置など、気にしようと思えばいくらでも気になることがあります。110年以上続く窯元ともなれば、なおさらです。

自動車部品の製造という、まったく異なる現場で合理的に物事を考える習慣が身についている。窯業の世界に入った時、すでに余計な先入観がなかった。
伝統産地の中にいながら、求められるものを合理的に判断できることは、外から飛び込んできた方だからこそ持てる強みといえるのかもしれません。

そうした意味で、松山陶工場にとってこの春の変化は単なる「人が増える」以上の意味を持ちます。窯元の未来を問う、最も根本的な問いに対する答えが、自然な形で出たのです。
下請け仕事がなくなり、先の見えない時期を経験し、原料や燃料の高騰にも向き合いながら続けてきたものづくり。その苦労を思えば、「帰ってきてくれて嬉しい」という気持ちだけでは語れない部分もあるのでしょう。
自分たちが歩んできた大変さを知っているからこそ、同じ苦労はさせたくない。けれど、この仕事や工場がこれからも続いていくことを思えば、やはり頼もしい。そんな嬉しさと心配が入り混じった親心が、お話の端々から伝わってきました。
110年以上続いてきた窯元の歩みは、「伝統を守る」だけではありませんでした。外から飛び込み、悩みながら変わり、必要なものを選びながら続けてきた。
「こうでなければいけない」という既成概念を持たないからこそ、合理的に、そして自由に選べる。その積み重ねが、長い目で見れば他にはない差別化になっています。
だからこそ松山陶工場の土鍋には、どこか肩肘張らない心地よさがあるのだと思います。これから三人体制となった先で、どんなものづくりが生まれていくのか。その続きも、楽しみにしたい取材となりました。
亀染工/亀染屋 取材記
ブランド紹介文を入れてください。あああああああああああああああああ
ブランドストーリーのタイトルを入れてください
写真の補足文を入れてください
本文を入れてください。
本文を入れてください。
写真の補足文を入れてください
小見出しを入れてください
本文を入れてください。
商品一覧タイトルを入れてください
商品名を入れてください 商品名を入れてください 商品名を入れてください![]()
ブランド紹介文を入れてください。あああああああああああああああああああ
ブランド紹介文を入れてください。
![]()
- 2026.07.08
- 21:35
Beret is flamingo
1967年に熊本で創業したBeret is flamingo(ベレー・イズ・フラミンゴ)は、
「Beret is flamingo」が守り継ぐ
大阪に本社を置く株式会社ヨシダは、ベレー帽の生産力で国内随一を誇る老舗帽子メーカーです。
「Beret is flamingo」は株式会社ヨシダがこだわりを詰め込んだ自社ブランドの名称です。
その帽子作りの舞台となる工場は、熊本県は阿蘇山系の、水脈豊かな場所にあります。
今回は工場にお邪魔して、代表の吉田社長にお話を伺いながら、ベレー帽作りの現場を見せていただきました。
熊本工場の外観
受け継がれてきた、ベレー帽づくりの歴史
株式会社ヨシダの前身となる会社の創業は1967年。
はじまりは、創業者である橋本繁雄さんが、手横編み機を自作したところからだったそうです。
「創業者が戦後、知り合いのおじいさんが手編みでベレー帽を作ってるのを見て、
『もっと効率よく作れないか』って考えて、ベレー帽の編み機を開発したそうなんです。」
電気工事の心得があったという創業者の手により、日本で初めてのベレー帽編み機が誕生しました。
その後は軍向けの需要などを背景に生産規模が拡大し、海外への輸出も行われるなど、ものづくりの技術は広く活かされていきます。
現在の「株式会社ヨシダ」に至るまでには、様々な紆余曲折があったのだと、吉田社長は話してくださいました。
右が吉田社長、左が奥様
「もともと私は帽子の原料を扱う会社に勤めていて、材料を納める立場としてこの工場と関わっていたんですよ。その後、ご縁があり養子として事業を継承して、今に至ります。」
材料を届ける立場から、作り手の立場へ。そのご縁がなければ、今のこの工場の姿もなかったのかもしれません。
半世紀以上にわたって受け継がれてきた、ベレー帽づくりへの情熱と技術。
一見するとただの帽子でも、そこには長い歴史と、ものづくりへの沢山の想いが宿っているのだと感じました。
ひとつの帽子が手元に届くまでに、こんなにも多くのストーリーがあるのだということを、ぜひ知っていただければと思います。
数少ない「一貫生産」の現場で支える品質
社長が工場と関わり始めた当時は、中国製品の台頭により、海外での生産が急速に広がっていた時期だったそうです。
価格競争も激しく、国内で作り続けることは容易ではない状況でした。
実際に、海外に工場を設けて生産に取り組んだ時期もあったそうですが、
品質を一定に保つことの難しさや、現地での管理体制を整えることの大変さから、その取り組みは長くは続かなかったと言います。
こうした経験を経て、同社は国内でものづくりを続けていく道を選び、現在は熊本の工場を中心に、
質にこだわりながら製造を続けておられます。このものづくりへのこだわりから生まれた判断が株式会社ヨシダの強みともなっていきます。
株式会社ヨシダの大きな特徴のひとつが、染色・編み・縫製といったすべての工程を一つの工場で完結できる「一貫生産体制」にあります。
「工程ごとに分業されているところが多いですね。それに対して、ここでは小回りが利くんですよ。」
熊本工場では各工程がひとつの場所でつながっているため、途中で細かな調整を行いやすく、
仕上がりに対して柔軟に対応することができるのだと、吉田社長は教えてくださいました。
たとえば、編みの段階での仕上がりを確認しながら、その後の加工方法を調整することも可能です。
現在は、アパレルブランドなどからの依頼を受けて製造を行うOEMも多いという同社。
依頼主の想いに寄り添いながらひとつひとつ応えていく。
一つひとつの工程に宿る、手間と技術
ベレー帽が完成するまでには、実に多くの工程と、細やかな手仕事の積み重ねがあります。
取材でその工程をひとつひとつ見せていただくなかで、「帽子ひとつにこれほどの手間がかかっているのか」と、思わず見入ってしまいました。
「機械でできること」を最大限に活用しつつ、被り心地や質感に関わる重要なポイントには徹底して「人の手」と「時間」をかけるという、極めて丁寧なものづくりをされています。
帽子の種類によって細かな工程は異なりますが、今回は吉田さんの工場で行われている工程を、ご紹介いただいた順にお伝えしていきたいと思います。
【芯材圧着】
柔らかな生地だけでは形を作ることが出来ないので、まずは生地に芯材を圧着します。
例えばツバの部分にはUVカット機能がある芯材を採用するなど、帽子のどの部分に使うかによって芯材の厚みや種類を変えているそうです。
形状や機能を丁寧に考えた上で、芯材も選ばれているのですね。
【裁断】
次に生地を重ねて裁断し、パーツごとに分けていきます。
ここで裁断されているのは、この帽子の内側の生地ですね。
【縫製】
縫製が必要な商品とそうでない商品がありますが、ここでは最終段階の仕上げの作業をされていました。
縫製をしながらも、入念に商品の検品も行います。
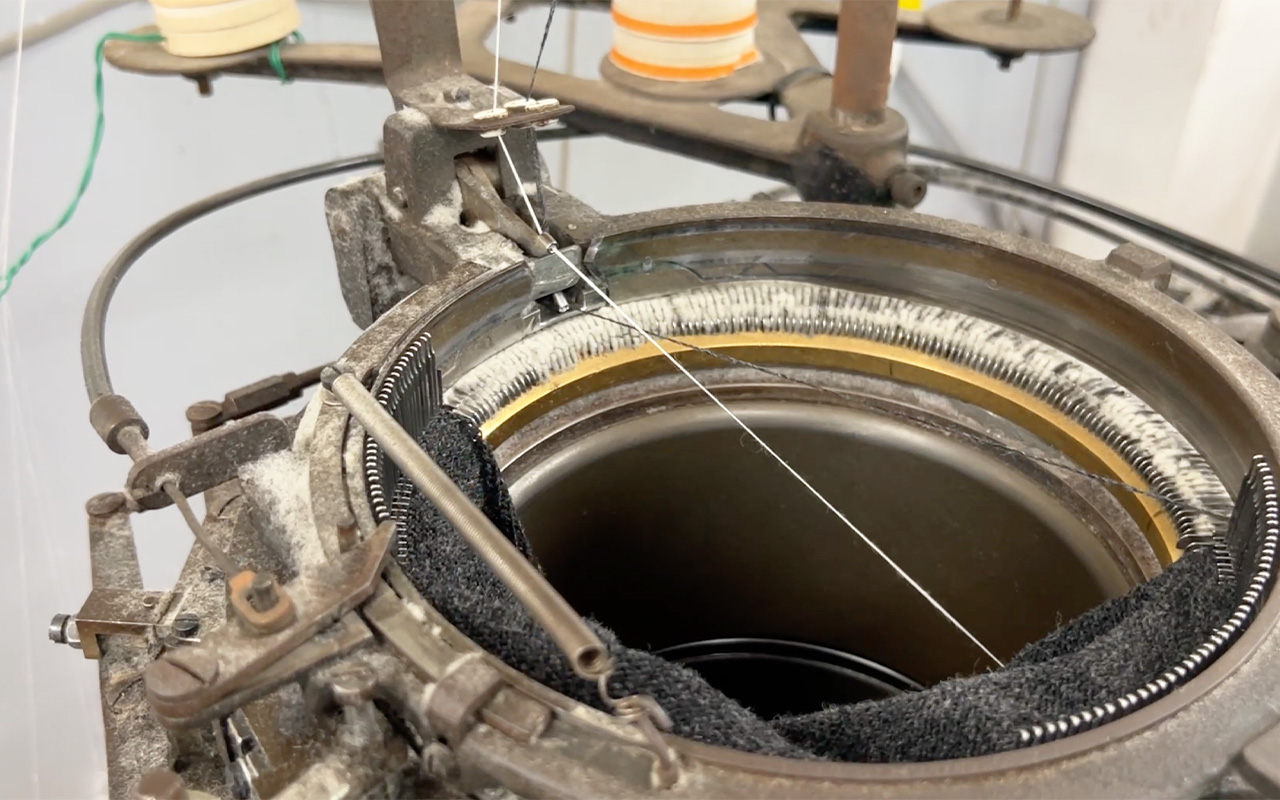
【編み工程(最新式)】
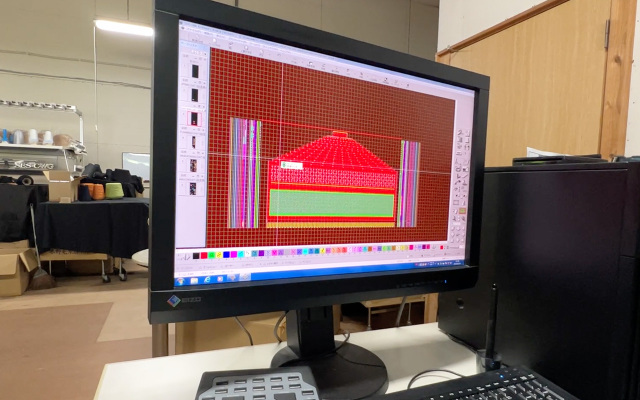
編みの工程では、コンピューター上で設計された柄や構造のデータをもとに、オリジナルの専用機械で編み上げていきます。
この機械では、写真の帽子のように複雑な模様や編み目も生み出すことができます。
帽子は平面ではなく立体であるため、上部に向かって目の数を減らしていくなど、あらかじめ立体的な形を考慮した設計が必要です。
奥に映っている機械がホールガーメント(一体編み)をする編み機です。
この機械で編み上げると、写真内で手に持っていただいてるベレーのような形状になります。
機械が動き出すとなんとたった30分ほどで、帽体(帽子のベース部分)の生地が完成するそうです。
ただおもしろい事に、職人がほぼ関わらずに編みあげることができる最新式の編み機は、1枚を編むのに約35分ほどかかるのに対し、
いわゆる旧式の機械で熟練の職人が関わる必要がある織機で編み上げると約7分〜8分程度で仕上がるそうです。
最新のコンピューター機よりも、職人の手作業が関わるほうが出来上がりは早くなるのだそうです。
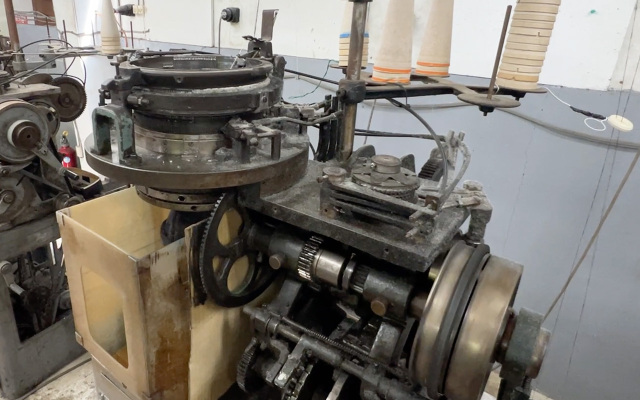
【編み工程(旧式)】
こちらが旧式の編み機です。
旧式編み機は設定や準備が難しく、誰でも扱えるものではないので、新式のコンピューターの編み機と旧式の編み機はバランスよく併用されています。
こちらが旧式編み機で編み上げたものです。
最新の編み機で編んだものは端どうしが繋がっていましたが、こちらは繋がっていないので「リンキング」という繋ぎ合わせる工程に進みます。
*素材へのこだわり*
Beret is flamingoのウールベレー帽には、100%ウールを採用しています。
対して、他社の多くはハリやコシを出すために、ポリエステルを混ぜているのだといいます。
ウール100%で同様のコシを作るために、Beret is flamingoでは素材を厳選したり、
プランキング(揉み工程 あとで紹介しています)と呼ばれる揉み工程を増やしていたりと、手間と工数のかかる様々な工夫を行っています。
ポリエステルを混ぜるとそういった工程は不要なのですが、工程を工夫する事によって生みだす100%ウールの品質にこだわりを持っています。
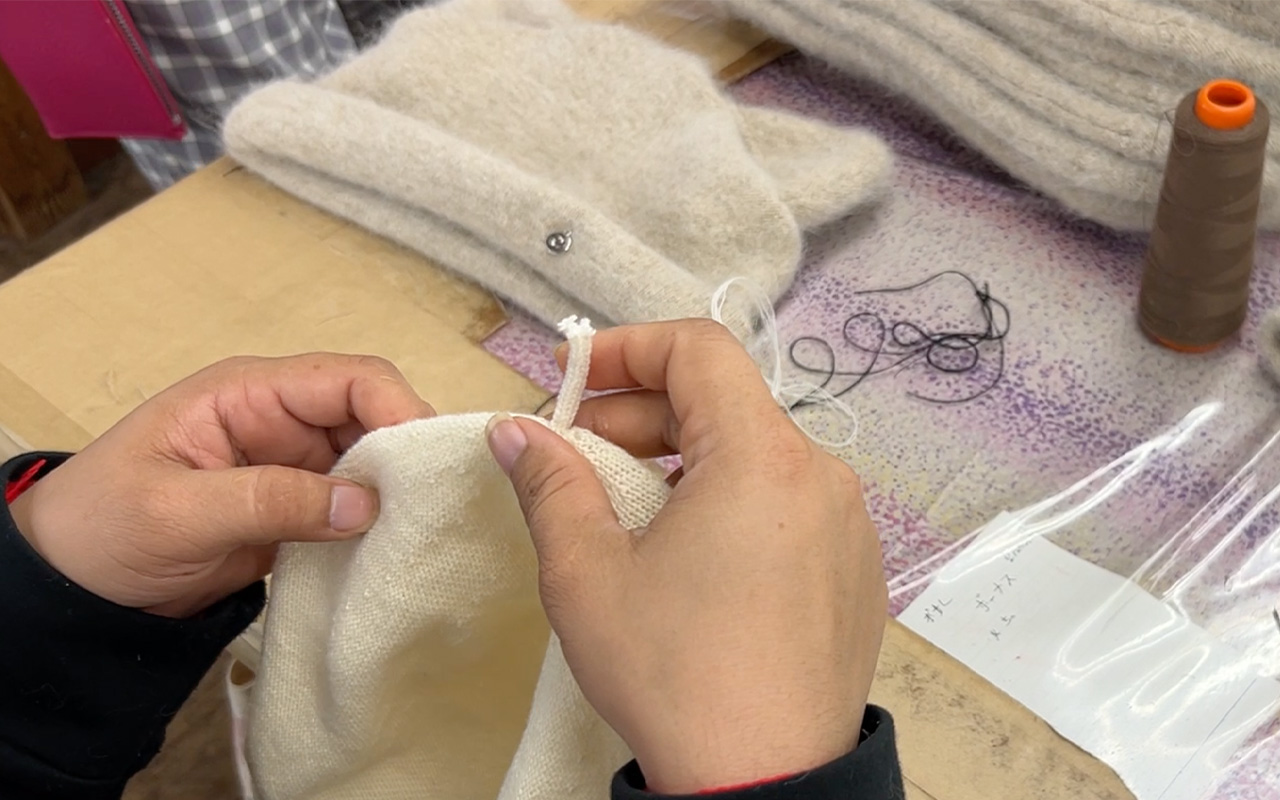
【リンキング】
編み上がった後には、「リンキング」と呼ばれる工程を行います。
これは、編み目同士をつなぎ合わせていく作業です。
円に沿って3つほどの帽子を並べ、一度にリンキングすることができるのだそうです。
編み目をひとつひとつ確認しながら、人の手でリンキングの機械に通してそれらを繋ぎ合わせることで、
先ほどまでは繋がっていなかった端と端の部分が繋ぎ合わさり、帽子の形状に近づきました。
ビフォア
アフター
一目でもズレると商品にならないので、とても大事な工程です。
リンキングは通常のミシン縫いと違って網目同士を繋ぐため、「縫い代」が発生しません。
これにより、被った際のゴツゴツとした違和感がなくなり、美しいシルエットとかぶり心地の良さが生まれます。
非常に繊細で、熟練した技術が求められる工程なんですね。
実際に作業を見せていただきましたが、その集中力と手際の良さには思わず息を飲みました。
職人さんの培った技術が、一つの帽子の「かぶり心地」を支えているのですね!
リンキングを終えたベレー帽は、頭頂部にはまだ穴が開いた状態なので、それを手縫製で埋めていきます。
綺麗に埋まりました。
チョボ付きベレー帽のチョボも、つける時はこの工程で行います。
このあとのフェルト加工であの「ベレーっぽい形」に変化します。
【フェルト(縮絨)加工】
続くフェルト加工(縮絨)の工程では、約50℃のお湯の中で、圧力と摩擦をじっくりとかけながら生地を縮ませていきます。
こうする事で、ふんわりとしたやさしい肌ざわりと、柔らかな質感が生まれるのだそう。
一気に長時間かけてしまうと縮みすぎることもあるそうで、状態を確認しながら洗いにかけます。
同じ工程を経ても、毎回まったく同じ仕上がりにはならない。その微妙な差を読み取りながら対応できるのが、
職人さんの経験の賜物ですね。
こちらが脱水後の状態です。ウールの繊維が絡まり、ギュッと縮んで丈夫になりました。
だいぶベレー帽に近づきましたね!
【染色工程】
フェルト加工(縮絨)に続く染色の工程でも、こだわりは随所に見られます。
ここでは職人が染まり具合を確認しながら、目的とする色味に合わせていきます。
豊富なカラーバリエーションを誇るBeret is flamingoでは、発色の美しさにこだわり、
染料を調整したうえで、地元熊本の阿蘇山系地下水を使ってじっくりと時間をかけて染め上げています。
染色の際は、製品の表と裏の向きを揃えておくことも重要なポイントなのだそう。
表と裏では色の入り方に微妙な差が生まれるので、全体として均一に見えるよう、あえて裏側を濃く染めるなどの工夫をしているためです。
さらに、濡れている状態と乾いた状態では色の見え方が異なるため、仕上がりを想定しながら色を調整していくという、繊細な感覚と経験が求められる工程でもあります。
カラーの見本と照らし合わせながら、丁寧に進めていきます。
【揉み工程(プランキング)】
この工程はあまり見たことがないものでした。一般の方も未知の工程だと思いますので、順を追って画像で紹介します。
染色を終えたベレー帽の形を整えて
綺麗に並べて
丸めて
機械に入れる
こうして上下からローラーではさみながら圧力をかけていき、揉みます。
不思議ですが、取り出したベレー帽はこれまでとは少し風合いが異なり、全体にコシがでたような感じになりました。
左が揉み工程前で、右がその後。
繊細なウールを素材に採用するとこうした工程に手間と時間がかかるので、
ポリエステル混で硬さを出すケースが多いそうです。
【乾燥・仕上げ】
染色後は、乾燥・整型の工程へと進みます。
金型に帽子をセットする様子
しっかりセットしベレー帽を乾燥機に入れていきます。
乾燥を終えれば素早く型から外して、形を整えて、仕上げの工程に進みます。
商品によって形状をより安定させたい場合は高温乾燥後、すぐに形を水で冷まして、形を定着させます。
【最終仕上げ、検品】
その後、なめらかな質感に仕上げるため、仕上げに表面をひとつずつバリカンで丁寧に刈り揃え、毛羽立ちを取り除きます。
そして、最終工程では色ムラや不良がないかを細かく確認します。
不具合があればその場で修正し、最後に検針機によって異物の混入がないかをチェックして、ようやく完成です。
純日本製のベレー帽作り
編み立てから完成するまでに、本当に多くの職人の手と工程を経て、一つのベレー帽が仕上がっていきます。
けれど、それによって失われる風合いがあります。
失われた技術は簡単には戻せません。
簡素化され続けて失われていく技術が沢山ある現代だからこそこうした日本のものづくりの良さ、
こだわりは大事にしたいと改めて感じました。
それに沢山の職人さんたちの手を渡りながら大事に作り上げられたベレー帽の方が永く愛着を持って大切にできるような気がします。
「Beret is flamingo」の帽子作りへのこだわり
今回ご紹介した株式会社ヨシダの熊本工場で作られているのが、
日本いいもの屋でもお取り扱いしている「Beret is flamingo」のメリノウール バスクベレーです。
メリノ種の羊から採れるこの素材は、繊維が細く、やわらかな肌ざわりが特長です。
こうした素材の持ち味は、製造工程のひとつひとつを丁寧に重ねることで、初めて最大限に引き出されます。
『Beret is flamingo』のベレー帽が長く愛され続ける理由は、素材選びからすべての工程が、
妥協なく積み重ねられていることにあるのかもしれません。
今後も、この素材と工程へのこだわりを変えることなく、長く寄り添えるベレー帽を届け続けていくこと。
それが「Beret is flamingo」の変わらない姿勢。
お気に入りの帽子というのは、なぜかずっと手放せないものですよね。
Beret is flamingoの商品一覧
リネンバスクベレー
リネンバスクベレー
リネンバスクベレー
リネンバスクベレー
リネンバスクベレー
リネンバスクベレー
リネンバスクベレー
メリノウール バスクベレー
メリノウール バスクベレー
メリノウール バスクベレー
メリノウール バスクベレー
メリノウール バスクベレー
京都府で誕生したSola cube。
Sola cubeの商品一覧
Sola cube(ソラキューブ)専用ディスプレイ
Sola cube(ソラキューブ) - Sola cube -/イモーテル 4cm
Sola cube(ソラキューブ) - Sola cube -/エリンジウム 4cm
Sola cube(ソラキューブ) - Sola cube -/カイガラソウ 4cm
Sola cube(ソラキューブ) - Sola cube -/クロホオズキ 4cm
Sola cube(ソラキューブ) - Sola cube -/タンポポ 4cm
Sola cube(ソラキューブ) - Sola cube -/タンポポ 5cm
Sola cube(ソラキューブ) - Sola cube -/ノゲイトウ 4cm
Sola cube(ソラキューブ) - Sola cube -/ホオズキ 5cm
Sola cube(ソラキューブ) - Sola cube -/ライスフラワー 4cm
Sola cube(ソラキューブ) - Sola cube -/ローダンセ 4cm
Sola cube(ソラキューブ) - Sola cube -/ライトベース - twodo -
![]()

国内随一のベレー帽の生産力を誇る帽子メーカーです。
国内で唯一、帽子製造の全工程を自社で一貫して行っています。
環境に配慮した素材や染色方法による、サステナブルな帽子づくり。
四季折々に合わせた豊富な素材とカラーバリエーションが特徴で、
ベレー帽の可能性を広げる自由な発想のデザインが、おしゃれを楽しくしてくれます。
![]()
ベレー帽作りのこだわり

戦後の混乱期に、「良いものを、もっと多くの人へ」という想いを形にしようとした姿勢が、帽子作りの原点だったのですね。
しかし時代の流れとともに、円高の影響によって輸出が減少するなど、事業環境は大きく変化していきます。


現在、国内でこのような体制を維持している工場はごくわずかで、その存在自体がとても貴重なものとなっています。

何かうまくいかないことがあったとき、その場ですぐに確認して手を加えられる。
そのスピードと細やかさが、品質を守る大きな力になっています。
染色や仕上げの工程でも、素材や状態に応じて細かな変更が加えられます。
分業体制では難しい、きめ細やかな対応ができるのが、一貫生産の大きな強みです。

ブランドごとに求められる形や風合いが異なるため、それぞれに合わせて工程や素材の選び方も丁寧に変えていきます。
ベースが同じ製品であっても、最終的な仕上がりは細やかな調整の積み重ねによって大きく変わるそう。
帽子一つひとつに真摯に向き合っていくことが、そのまま「製品の品質」として手にする人へ届いていくのです。
生地と芯材を、熱と圧力によって貼り付けていきます。


















2時間ほど時間をかけて回転させながらじっくりと洗浄するのですが、水量や水の動きが仕上がりに影響するので、
その都度微調整を行います。








見た目も触感も、驚くほどに変わっていました。
現在多くのベレー帽ではこの工程は省かれているようです。

それでも、Beret is flamingoではこうしてフェルト加工の工程や染めや揉みの工程でも丁寧に手間をかけることで、
ベレー帽のコシやハリを生み出し風合いを調整します。
ウールの素材を生かした、本来のしなやかさが引き出されるとても大切な工程です。
風通しの良い屋外で自然乾燥をさせた後、
乾いた帽子を金型にセットして160℃ほどの電気乾燥機で乾燥させながら形をしっかりと定着させます。







効率を重視する考え方からすると非効率なのかもしれません。
ポリエステルを使えばいいし、機械にもっと任せればいいと思う方もいるかもしれません。
少しの差かもしれませんがその積み重ねが何年何十年経つにつれて他との大きな違いにつながってくるはずです。

その名の通り、メリノウール100%の糸を使用して作られています。

保温性の高さはもちろん、湿度を調節する性質も備えており、季節を問わず快適な被り心地を保ってくれます。
さらに吸湿性・防臭性にも優れ、汗をかいてもベタつきにくく蒸れにくいのも、メリノウールならではの強み。
縫い目をひとつずつ手作業で合わせるリンキング、地元熊本・阿蘇山系の地下水を使った染色、そして職人によるバリカン仕上げ。
それぞれの工程に確かな理由があり、手間を惜しまないことが、そのまま品質へとつながっているのですね。

それはきっと、形や素材の良さだけではなく、職人さんたちが積み重ねてきた技術が、
見えないところでちゃんと伝わってきているからかもしれません。

涼しい麻/イエロー

涼しい麻 /グリーン

涼しい麻 /ネイビーブルー

涼しい麻 /ブラック

涼しい麻 /ベージュ

涼しい麻 /ライトグレー

涼しい麻 /ラベンダー

オフホワイト

ターコイズ

ブラック

マスタード

ワインレッド
Sola cube
![]()
![]()
“植物の美しいかたち”をコンセプトに、
植物の一番美しい瞬間をとらえて、
透明のアクリルキューブに閉じ込めました。
Sola cubeの「sola」は、宇宙を意味する
「宙(そら)」から名付けられています。
![]()











一龍木工
![]()
![]()
木工のまち・福岡県大川市で1965年に創業し、 三代にわたり暮らしに寄り添う家具づくりを続けている一龍木工有限会社。家具製作のほか、ワークショップを通じた木工文化の普及にも取り組んでいます。2025年には新たな家具ブランド「Bito」をスタート。自然環境に配慮したものづくりを行いながら、従来の家具の枠にとらわれない、新しいかたちを提案しています。
![]()
一龍木工の商品一覧
![]()
大岸正商店
![]()
![]()
国内塗箸生産シェアの約8割を誇る福井県小浜市で、1969年より3代に渡って箸屋を営む大岸正商店。400年の歴史を持つ伝統の若狭塗箸をはじめ、普段使いにぴったりな食洗機対応の箸、大切な方へ贈るギフトセットなど、人々の食卓が豊かになるような箸づくりに取り組んでいます。
![]()
大岸正商店の商品一覧
![]()
上州絹屋
![]()
群馬県で育まれた上質で希少な絹のみを使用した製品づくりを行うシルクブランド。絹を作るための養蚕から加工まで、すべてを国内で製造しています。薬剤を使用せず、天然素材の力を最大限に引き出した、安心安全のシルク製品をお届けしています。
![]()
上州絹屋の商品一覧
![]()
















平日 : 9時〜15時頃
※ご注文につきましては
メールもしくは当サイト
からお手続き願います。
商品キーワード検索






|

|

